Doel van coatingmaterialen
Het coaten van het buitenoppervlak van stalen buizen is cruciaal om roestvorming te voorkomen. Roestvorming op het oppervlak van stalen buizen kan hun functionaliteit, kwaliteit en uiterlijk aanzienlijk beïnvloeden. Het coatingproces heeft daarom een grote impact op de algehele kwaliteit van stalen buizen.
-
Eisen aan coatingmaterialen
Volgens de normen van het American Petroleum Institute moeten stalen buizen minstens drie maanden bestand zijn tegen corrosie. De vraag naar langere beschermingsperioden is echter toegenomen, waarbij veel gebruikers een bescherming van 3 tot 6 maanden eisen bij opslag in de buitenlucht. Naast de eis van een lange levensduur verwachten gebruikers dat de coating een glad oppervlak behoudt en een gelijkmatige verdeling van de corrosiewerende middelen garandeert, zonder onderbrekingen of druppels die de visuele kwaliteit kunnen beïnvloeden.

-
Soorten coatingmaterialen en hun voor- en nadelen
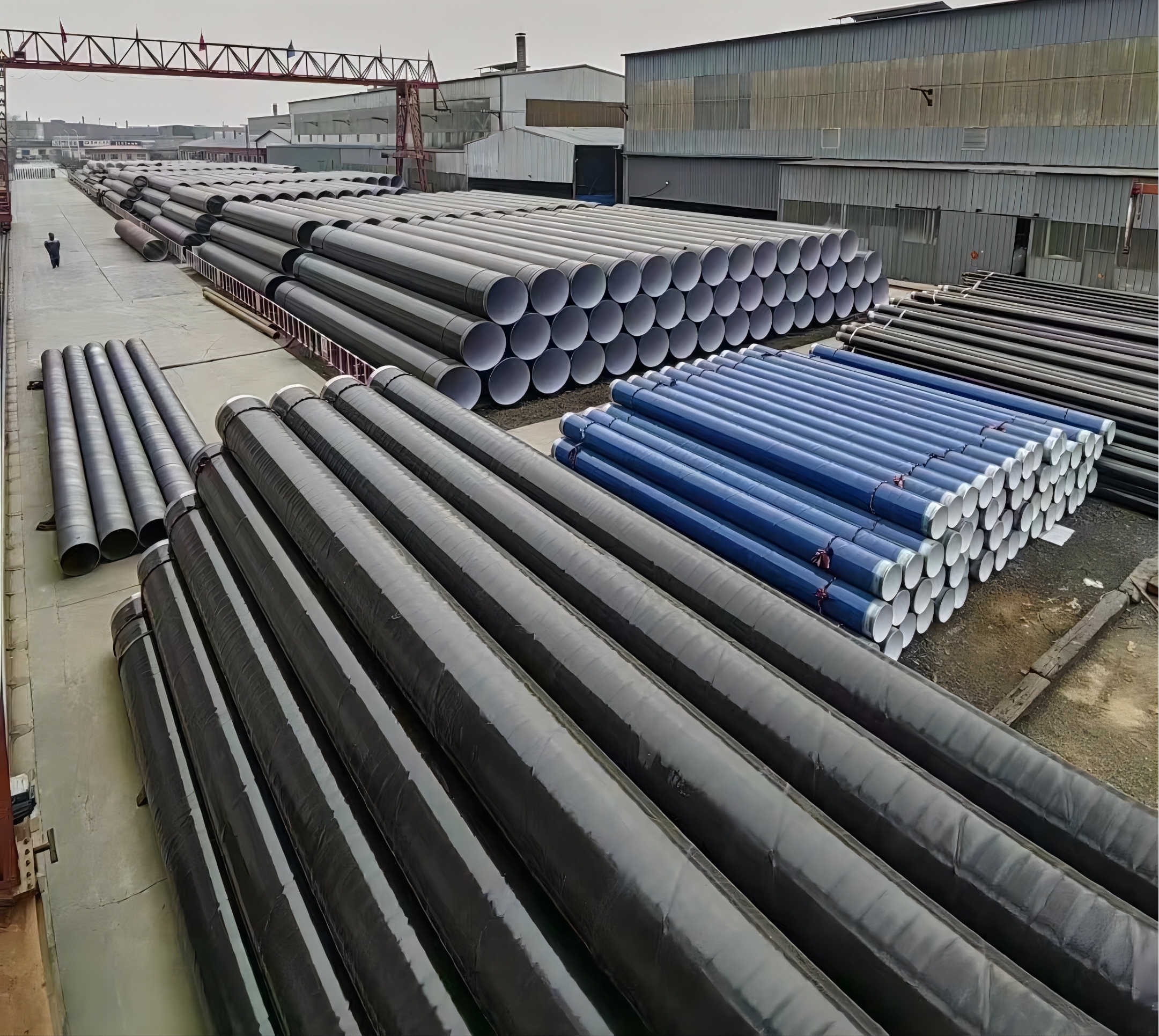
In stedelijke ondergrondse leidingnetwerken,stalen buizenPijpleidingen worden steeds vaker gebruikt voor het transport van gas, olie, water en meer. De coatings voor deze pijpleidingen zijn geëvolueerd van traditionele asfaltmaterialen naar polyethyleenhars en epoxyhars. Het gebruik van polyethyleenharscoatings begon in de jaren 80 en met de verschillende toepassingen zijn de componenten en coatingprocessen geleidelijk verbeterd.
3.1 Petroleum-asfaltcoating
Petroleumasfaltcoating, een traditionele anticorrosieve laag, bestaat uit lagen petroleumasfalt, versterkt met glasvezeldoek en een beschermende buitenlaag van polyvinylchloride. Het biedt uitstekende waterdichtheid, goede hechting aan diverse ondergronden en is kosteneffectief. Het heeft echter ook nadelen, zoals gevoeligheid voor temperatuurschommelingen, broosheid bij lage temperaturen en gevoeligheid voor veroudering en scheuren, met name in rotsachtige bodemomstandigheden, waardoor aanvullende beschermingsmaatregelen en hogere kosten nodig zijn.
3.2 Epoxycoating op basis van koolteer
Koolteerepoxy, gemaakt van epoxyhars en koolteerasfalt, vertoont uitstekende water- en chemische bestendigheid, corrosiebestendigheid, goede hechting, mechanische sterkte en isolerende eigenschappen. Het vereist echter een langere uithardingstijd na het aanbrengen, waardoor het gedurende deze periode gevoelig is voor ongunstige weersomstandigheden. Bovendien vereisen de verschillende bestanddelen in dit coatingsysteem speciale opslag, wat de kosten verhoogt.
3.3 Epoxypoedercoating
Epoxypoedercoating, geïntroduceerd in de jaren 60, omvat het elektrostatisch spuiten van poeder op voorbehandelde en voorverwarmde pijpoppervlakken, waardoor een dichte, corrosiebestendige laag ontstaat. De voordelen zijn onder andere een breed temperatuurbereik (-60 °C tot 100 °C), sterke hechting, goede weerstand tegen kathodische loslating, stoten, flexibiliteit en lasschade. De dunne film maakt de coating echter gevoelig voor beschadiging en vereist geavanceerde productietechnieken en -apparatuur, wat uitdagingen met zich meebrengt bij de toepassing in de praktijk. Hoewel het op veel vlakken uitblinkt, schiet het tekort ten opzichte van polyethyleen wat betreft hittebestendigheid en algehele corrosiebescherming.
3.4 Polyethyleen anticorrosieve coating
Polyethyleen biedt uitstekende slagvastheid en hoge hardheid, samen met een breed temperatuurbereik. Het wordt veelvuldig gebruikt in koude gebieden zoals Rusland en West-Europa voor pijpleidingen vanwege de superieure flexibiliteit en slagvastheid, met name bij lage temperaturen. Er blijven echter uitdagingen bestaan bij de toepassing ervan op pijpleidingen met een grote diameter, waar spanningsscheuren kunnen optreden en waterinsijging kan leiden tot corrosie onder de coating. Dit maakt verder onderzoek en verbetering van materiaal en applicatietechnieken noodzakelijk.
3.5 Zware anticorrosiecoating
Zware anticorrosiecoatings bieden een aanzienlijk verbeterde corrosiebestendigheid in vergelijking met standaardcoatings. Ze zijn zelfs onder zware omstandigheden langdurig effectief, met een levensduur van meer dan 10 tot 15 jaar in chemische, maritieme en oplosmiddelrijke omgevingen, en meer dan 5 jaar in zure, alkalische of zoute omstandigheden. Deze coatings hebben doorgaans een droge laagdikte van 200 μm tot 2000 μm, wat superieure bescherming en duurzaamheid garandeert. Ze worden veelvuldig gebruikt in maritieme constructies, chemische apparatuur, opslagtanks en pijpleidingen.
-
Veelvoorkomende problemen met coatingmaterialen
Veelvoorkomende problemen met coatings zijn onder andere een ongelijkmatige applicatie, het druipen van corrosiewerende middelen en de vorming van luchtbellen.
(1) Ongelijkmatige coating: Een ongelijkmatige verdeling van de anticorrosieve middelen op het pijpoppervlak resulteert in gebieden met een te dikke coating, wat leidt tot verspilling, terwijl dunne of ongecoate gebieden het anticorrosieve vermogen van de pijp verminderen.
(2) Druppelen van anticorrosieve middelen: Dit fenomeen, waarbij anticorrosieve middelen stollen en op druppels lijken op het pijpoppervlak, heeft invloed op de esthetiek, maar heeft geen directe invloed op de corrosiebestendigheid.
(3) Vorming van bellen: Lucht die tijdens het aanbrengen in het anticorrosiemiddel is opgesloten, veroorzaakt bellen op het oppervlak van de pijp, wat zowel het uiterlijk als de effectiviteit van de coating beïnvloedt.
-
Analyse van problemen met de coatingkwaliteit
Elk probleem ontstaat door uiteenlopende oorzaken en factoren; en een partij stalen buizen die een kwaliteitsprobleem vertoont, kan ook een combinatie van meerdere oorzaken hebben. De oorzaken van een ongelijkmatige coating kunnen grofweg in twee categorieën worden verdeeld: de eerste is een ongelijkmatig verloop dat ontstaat door het spuiten nadat de stalen buizen de coatingbox zijn binnengegaan; de tweede is een ongelijkmatig verloop dat ontstaat doordat er niet gespoten is.
De reden voor het eerste fenomeen is overduidelijk: de coatingapparatuur draait 360° rond de stalen buis in de coatingbox, die wordt bespoten door in totaal 6 spuitpistolen (de coatinglijn heeft er 12). Als de spuitmond van elk pistool een andere straalgrootte heeft, leidt dit tot een ongelijkmatige verdeling van het anticorrosiemiddel op de verschillende oppervlakken van de stalen buis.
De tweede reden is dat er naast het spuitproces nog andere oorzaken zijn voor het ongelijkmatige aanbrengen van de coating. Er zijn diverse factoren die een rol spelen, zoals roestvorming of ruwheid van de stalen buis, waardoor de coating moeilijk gelijkmatig verdeeld kan worden. Ook kan er water achterblijven op het buisoppervlak na het aanbrengen van de emulsie. Door dit contact met de emulsie hecht het conserveringsmiddel zich moeilijk aan het buisoppervlak, waardoor delen van de buis niet volledig bedekt worden met emulsie en de coating niet uniform is.
(1) De oorzaak van hangende druppels van het anticorrosiemiddel. De doorsnede van de stalen buis is rond. Telkens wanneer het anticorrosiemiddel op het oppervlak van de stalen buis wordt gespoten, zal het anticorrosiemiddel aan de boven- en randzijde door de zwaartekracht naar beneden stromen, waardoor het verschijnsel van hangende druppels ontstaat. Gelukkig beschikken de coatingproductielijnen van de staalbuizenfabriek over ovens die het op het oppervlak van de stalen buis gespoten anticorrosiemiddel tijdig verwarmen en laten stollen, waardoor de vloeibaarheid van het anticorrosiemiddel afneemt. Echter, als de viscositeit van het anticorrosiemiddel niet hoog genoeg is; als er na het spuiten niet tijdig wordt verwarmd; of als de verwarmingstemperatuur niet hoog genoeg is; of als de spuitmond niet goed functioneert, enzovoort, kunnen er hangende druppels van het anticorrosiemiddel ontstaan.
(2) Oorzaken van schuimvorming in de anticorrosielaag. Door de hoge luchtvochtigheid op de werkplek is de verfverspreiding te sterk. De temperatuurdaling tijdens het verspreidingsproces kan leiden tot het ontstaan van blaasjes in het conserveringsmiddel. In een vochtige omgeving met een lagere temperatuur zullen de uitgespoten conserveringsmiddelen in kleine druppeltjes uiteenvallen, wat resulteert in een temperatuurdaling. Het water in de vochtige lucht condenseert na deze temperatuurdaling tot fijne waterdruppeltjes die zich met het conserveringsmiddel vermengen en uiteindelijk in de coating terechtkomen, waardoor blaasvorming in de coating ontstaat.
Geplaatst op: 15 december 2023